
In extrusion blow molding projects, many buyers focus heavily on the machine brand, price, and configuration, while overlooking a more fundamental truth:
What truly determines product quality, cycle time, material consumption, and mold lifespan is not the machine — it is the mold.
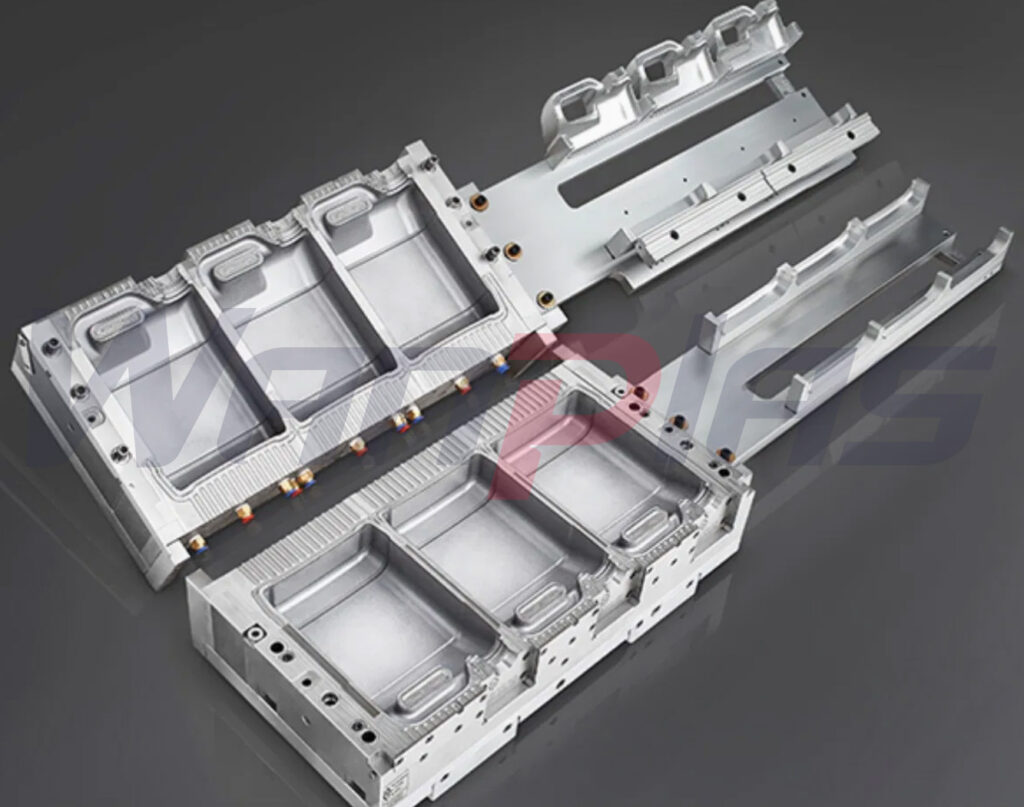
For factories producing PET bottles, chemical drums, jerry cans, and IBC inner tanks, the mold capability is often more important than the machine itself.
On the same machine, replacing an average mold with a well-engineered one can increase output by 20–40% and reduce scrap rate from 8% to below 1%.
This article systematically explains, from product characteristics → mold structure → design logic → material comparison → machining process → cooling/venting → lifespan and cost, how to select the correct blow mold according to the product.
1. The Product Determines the Mold — Not the Other Way Around
In extrusion blow molding, the parison is a soft, flowing tube of material.
How it expands and contacts the cavity wall is completely controlled by the cavity’s geometric guidance.
Different products place very different demands on the mold:
| Product Type | Typical Products | Molding Challenge | Core Mold Objective |
|---|---|---|---|
| Small bottles | Shampoo bottles, pharma bottles | Surface defects, fine details | Precision, venting, polishing |
| Medium bottles | 5L edible oil bottles | Wall thickness uniformity, cycle time | Cooling, parison guidance |
| Large drums | 20L chemical drums, jerry cans | Thick bottom, thin shoulder, deformation | Forced material guidance, demolding, cooling |
| Extra-large parts | IBC inner tanks | Slow heat dissipation, deformation | Zoned cooling, structural strength |
The larger the product, the more exponentially important heat dissipation and structural design become.
2. The Essence of Mold Design: Not “Making a Shape,” but “Controlling Material Flow”
An excellent blow mold designer is not drawing a bottle shape.
They are designing:
How the parison will be guided to the correct areas within 3 seconds to form the correct wall thickness.
Key design points:
Shoulder transition design (root cause of 90% wall thickness issues)
Sharp or steep transitions cause:
- Thin shoulders
- Excessively thick bottoms
A large radius guiding curve must be applied.
Bottom material distribution arc
The bottom cannot be flat. It must guide material to spread outward.
Draft angle for demolding (often ignored)
- Small bottles: ≥1°
- Large drums: 1.5°–3°
- IBC: ≥3°
Otherwise:
Difficult ejection → product scratches → mold wear → parting line misalignment
Parting line positioning
The parting line must avoid:
- Handle stress areas
- Label surfaces
- Appearance-critical faces
3. Mold Material Selection: Determines Cooling Speed, Cycle Time, and Lifespan
This is the most overlooked factor by customers, yet it has the greatest impact on productivity.
| Material | Thermal Conductivity | Characteristics | Suitable Products | Lifespan |
|---|---|---|---|---|
| 45# Steel | Very low | Cheap, slow cooling | Small bottles | Short |
| P20 | Moderate | Standard material | Regular bottles | Medium |
| 7075 Aluminum | Very high | Fast cooling, easy machining | ≤5L bottles | Medium |
| Beryllium Copper (BeCu) | Extremely high | Best heat transfer | 20L+, IBC | Very long |
| S136 | Moderate | Excellent polish | High-gloss bottles | Long |
Critical conclusion:
For molds above 20L capacity, the correct structure is: 7075 aluminum body + BeCu inserts
Benefits:
- 30–50% faster cooling
- Shorter cycle time
- More uniform wall thickness
- Much longer mold life
4. Mold Machining Process: Determines Precision and Stability
A high-quality mold goes through strict processes:
- CNC rough machining
- Stress relief (aging treatment)
- Finish machining
- High-speed CNC engraving
- Deep cooling channel drilling
- Polishing / texturing
- Assembly and mold fitting inspection
Low-cost molds often skip stress relief, leading to:
Deformation after 3–6 months → parting line mismatch → flashing/leakage
5. Cooling Channel Design: Directly Determines Production Cycle
Many molds “have cooling lines,” but professional design means:
Incorrect cooling design:
- Straight channels
- Far from cavity (>20mm)
Correct cooling design:
- 3D channels surrounding the cavity
- Distance to cavity: 8–12mm
- Independent bottom cooling circuit
- Independent handle cooling circuit
Poor cooling design can slow cycle time by over 20%.
6. Venting System Design: Determines Surface Quality
Without proper venting:
- Air bubbles
- Whitening marks
- Unclear textures
- Visible parting lines
Professional molds include micro-venting at:
- Parting surfaces
- Bottom areas
- Handle areas
7. Why Many Molds Fail After a Few Months
Not because of the machine, but because of inherent mold defects:
- Poor material choice
- No stress relief treatment
- Bad cooling design
- No BeCu inserts
- Insufficient draft angle
Cheap molds lead to high production costs and high scrap rates.
8. Recommended Mold Solutions for Different Products
| Product | Recommended Material | Essential Structure | Key Design Focus |
|---|---|---|---|
| PET small bottles | S136 / Aluminum | Fine venting | Polishing and texture |
| 5L bottles | 7075 Aluminum | Surrounding cooling | Wall thickness control |
| 20L jerry cans | Aluminum + BeCu | Independent bottom cooling | Large draft angle |
| IBC inner tanks | Aluminum + extensive BeCu | Zoned cooling | Anti-deformation structure |
9. The Cost Truth: Expensive Molds Are Actually Cheaper
Example:
- Ordinary mold cycle time: 45s
- Professional mold cycle time: 32s
That means 30% more output per year, less material waste, and lower scrap rate.
The price difference can be recovered within 6 months.
10. The Correct Professional Mold Development Process
The right process should be:
Product drawing → Wall thickness analysis → Material flow analysis → Cooling analysis → Mold design → Material confirmation → Machining process confirmation
Not:
Show a picture → Get a mold price
Conclusion
A blow mold is not an accessory. It is the core of the production system.
Choosing a mold is essentially choosing:
- Wall thickness stability
- Production cycle time
- Finished product quality rate
- Mold lifespan
- Overall production cost
A good mold is expensive because of design, materials, and process — not because of the amount of steel used.






