

What is the Purpose of Co-extrusion?
Co-extrusion blow molding integrates the advantages of multiple plastics into a single product. The primary objectives are as follows:
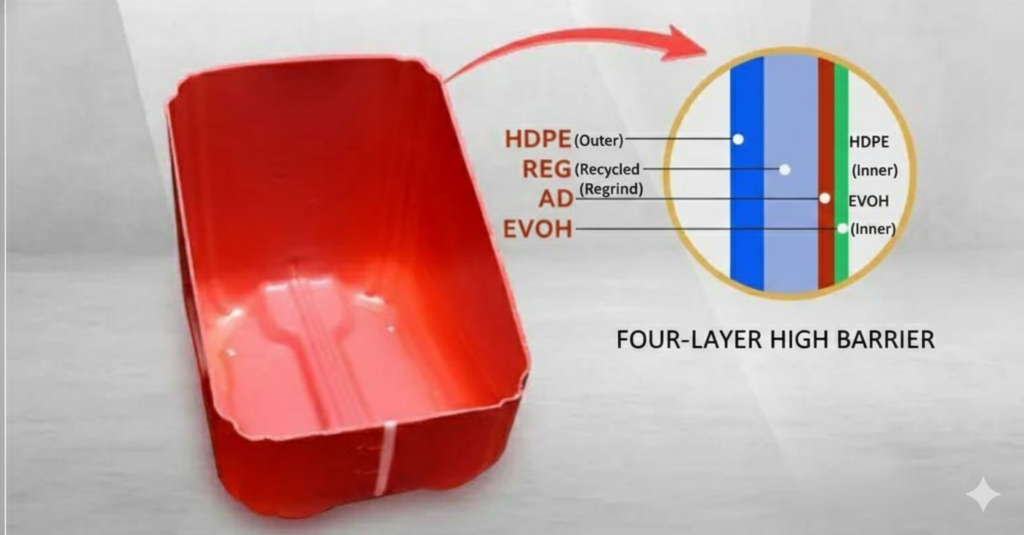
- Enhancing Container Barrier Properties: To block the permeation of O₂, CO₂, moisture, fragrances, and solvents.
- Improving Container Light-Shielding: To increase the container’s ability to shield against light.
- Cost Reduction while Maintaining Performance: For example, lower-cost plastics or recycled materials can be used in the middle layer to reduce the consumption of expensive barrier resins, thereby lowering the cost of barrier containers.
- Surface Improvement: Colored plastics or materials with superior gloss, printability, and scratch resistance can be used for the outer layer to enhance the container’s surface properties.
- Specialized Structures: Creating containers with special features, such as view stripes (liquid level windows), soft-hard hybrid structures, or non-foamed/foamed/non-foamed composite barrier containers.
Knowledge Tip:
Co-extrusion blow molding, also known as multi-layer blow molding, utilizes two or more extruders to melt and plasticize the same or different thermoplastic materials. These materials are compounded in the die head to extrude a multi-layer parison, which is then blown into shape within a mold. Multi-layer containers manufactured this way are widely used in food, beverages, fuel tanks, and chemical packaging.
Materials for Multi-layer Co-extrusion Blow Molding
- Homogeneous Materials: Utilizing two or more extruders with the same plastic but with different colors or additives (formulations).
- Compatible Heterogeneous Materials: Combining different materials (producing 2-7 layer composite structures) that possess good natural interfacial bonding. These containers offer excellent mechanical, barrier, and chemical properties. However, as the number of layers increases, so do the costs of materials, equipment, and molds. A balance must be struck between container performance and price.
- Incompatible Heterogeneous Materials: When using different materials that are incompatible, “delamination” occurs between layers. To prevent peeling, a tie-layer (adhesive resin) must be added during the co-extrusion process.
- Recycled Materials: Depending on the container’s application, regrind or scrap can be used in the inner or middle layers. This promotes the recycling of waste plastics, reduces material costs, and lessens environmental pollution.

Basic Structure and Function of Multi-layer Containers
Regardless of the number of layers, the basic structure consists of a Base Layer, a Tie Layer, and a Functional Layer.
(1) Role of the Base Layer
The base layer is the main body of the multi-layer container, also referred to as the structural layer or primary layer. The resins selected for this layer generally account for more than 70% of the container’s total composition and are commonly called “base resins.”
The properties of the base layer primarily determine the container’s strength, rigidity, and dimensional stability. It also constitutes the largest portion of the wall thickness.
(2) Role of the Functional Layer
The functional layer serves to provide specific performance characteristics that the base layer cannot achieve. Most functional layers are barrier layers, though they may also include layers that enhance the physical properties of the container, such as increasing service temperature or improving appearance.
The functions of the barrier layer are as follows:
- To prevent or reduce the permeation of gases (such as Oxygen, Carbon Dioxide, Nitrogen, etc.).
- To block moisture (water vapor) penetration and reduce the conduction of water or other liquids through the container wall.
- To prevent the loss of fragrances or aromas.
- To provide a protective effect for the container itself.
(3) Role of the Tie Layer
The tie layer ensures that the base layer and the functional layer bond together effectively to prevent delamination (peeling).
In co-extrusion blow molding, the interfacial adhesion between the base resin and the functional resin is often poor. If this adhesion is not improved, the resulting multi-layer container will suffer from layer separation. This leads to a decline in both mechanical strength and barrier performance, ultimately causing the container to lose its functional value. The most economical and effective way to improve adhesion is by adding an adhesive layer between them, using resins specifically known as adhesive resins.
How to Select Base Layer Resins?
Almost all thermoplastic resins suitable for blow molding can be used as the base layer. The selection of the base resin should be determined by the specific requirements of the container. The primary layer typically utilizes cost-effective and easy-to-process Polyethylene (PE) or Polypropylene (PP) resins.
1. Selection of Polyethylene (PE) Resins
PE is primarily used as a base resin for the following reasons:
- Cost-Effectiveness: Using PE as the structural layer significantly reduces the overall cost of the multi-layer container.
- Balanced Physical Properties: It provides the necessary mechanical strength, such as rigidity and impact resistance, required during container usage.
- Excellent Moisture Barrier: PE effectively prevents external moisture from penetrating the container wall, protecting the contents. Simultaneously, it keeps the internal barrier resins (in the middle or inner layers) dry, maintaining their high barrier performance and preventing moisture loss from the contents.
- Ease of Molding: PE has excellent processing characteristics for blow molding.
Technical Note: If the multi-layer container requires superior low-temperature performance, PE is the preferred choice. Within the PE family, HDPE offers higher strength, rigidity, and better water vapor barrier properties, while LDPE provides superior flexibility.
2. Selection of Polypropylene (PP) Resins
When a multi-layer container requires high-temperature resistance and high rigidity, PP is the ideal choice for the base resin.
Regardless of whether PE or PP is selected, it is recommended to prioritize blow-molding grade resins, as they possess the ideal melt strength for forming stable containers.
3. Selection of Other Resins
- Transparency: PVC, PC, PET, or PP are selected when the container needs to be clear.
- High-Temperature & Impact Strength: PC is often used for containers that require hot-filling or sterilization at temperatures up to 120°C.
- Flexibility: For squeeze-type containers, soft PVC, EVA, PU, thermoplastic elastomers, or EPDM are commonly used.
- Chemical Resistance: Polysulfone can be used as a base resin to provide superior chemical resistance.
- Melt Strength: Polymers with a lower MFR (Melt Flow Rate) value are used to ensure high melt strength of the parison, which is beneficial for molding long, thick-walled containers.
How to Select Functional Layer Resins?
1. Selection of Barrier Resins
The barrier layer is critical for reducing costs while meeting high-performance requirements (e.g., food packaging). An ideal barrier resin should meet the following criteria:
- Oxygen Transmission Rate (OTR): Less than 4 cm³·mm/(m²·24h·MPa) at 25 °C and 65% RH.
- Water Vapor Transmission Rate (WVTR): Less than 40g·mm/(m²·24h·MPa) at 40 °C and 90% RH.
- Processability: Easy to mold and co-extrude.
- Aroma Preservation: Excellent resistance to fragrance/flavor permeation.
Insight: Generally speaking, if a polymer has an oxygen transmission rate (OTR) of less than 4 cm³·mm/(m²·24h·MPa), it is also an excellent barrier material against carbon dioxide, organic vapors, and odors. In addition, it shows very low absorption of liquids or aromas from the packaged products.
Resins commonly used as barrier layers include EVOH, PVDC, PAN, PA, PET, and EVA. Among them, EVOH exhibits the best barrier performance and is regarded as a so-called high-barrier material. It is easy to process, has good transparency and reliable hygienic properties, excellent resistance to oils and organic solvents, and outstanding aroma retention performance.
In terms of thermal stability, EVOH performs the best, followed by PAN, while PVDC shows the poorest thermal stability. Both EVOH and PVDC provide excellent barrier properties against oxygen and carbon dioxide. However, the barrier performance of EVOH is affected by its moisture content. In addition, changes in the grade and the amount of the barrier-layer resin will also influence the overall barrier performance of the container.
2. Selection of Heat-Resistant Polymers
If the functional layer is intended to improve the service temperature of the container, resins with better heat resistance should be selected.
For example, in order to increase the service temperature of polyethylene containers used for food packaging and to meet the requirements of hot filling (90 °C), retort processing (125 °C), and pasteurization sterilization (125–130 °C), heat-resistant polymers such as PC, PA, and PP can be incorporated as functional layers to enhance the container’s thermal performance.
3. Selection of Polymers for Appearance Improvement
If the goal is to enhance the container’s surface properties, resins with good surface performance can be selected.
- High Gloss / Printability: A layer of Polystyrene (PS) can be added to the outer surface of PE or PP containers to give a glossy, printable surface.
- Cost-Effective Coloring: A thin, pigmented layer of the same polymer can be co-extruded over an uncolored base layer to produce colored containers at a lower cost (e.g., fluorescent-colored outer layers for orange juice or cosmetic containers).
4. Other Functional Resins
- Visual Windows: Transparent plastics like PVC, PET, PC, or PP can be used for “view stripes” (graduated scales).
- Squeeze Performance: Soft PVC, EVA, or thermoplastic elastomers are used for flexible containers.
- Impact Reinforcement: PC is added to significantly increase the container’s impact resistance.
Causes and Solutions for Problems in Co-Extrusion Blow-Molded Products

Co-extrusion blow-molded products can have some common problems like regular blow molding, plus two special ones:
1. Delamination (layers peeling apart) Causes and solutions:
- Adhesive layer melt temperature too low – the materials do not fuse properly. Solution: appropriately increase the temperature of the adhesive layer to improve bonding.
- Adhesive layer melt temperature too high – the adhesive may stick unevenly to adjacent layers. Solution: appropriately lower the tie layer temperature.
- Blow mold temperature too low – the tie layer cools too quickly within the wall, resulting in poor bonding with adjacent layers. Solution: control the cooling medium flow rate to avoid excessively low mold temperature.
- Moisture in the raw materials – Solution: dry the raw materials before processing.
2. Uneven barrier layer Causes and solutions:
- Barrier layer melt temperature too low or too high – Solution: readjust the corresponding extruder temperature and extrusion speed.
- Fluctuations in extruder pressure – may be caused by unstable screw rotation speed or improper screw design.
- Material retention or degradation inside the die – Solution: improve the die flow channel according to the material’s flow characteristics to avoid retention.
Tip: Most problems are related to the extruder or die. So, make sure the screw design, temperature, and die flow are well controlled.






