
On-site symptoms when blow mould cooling channels are blocked:
- Uneven cooling
- Longer cycle time
- Uneven wall thickness (one side thick, one side thin)
- Temperature that cannot be brought down at all
Many people assume this is a scale (limescale) problem, but in real production, scale accounts for only a small part.
More commonly, blockage is caused by a combination of:
Design issues + machining residues + material corrosion + structural dead zones
Below is a practical breakdown by real occurrence probability:
Cause → Solution → Prevention during mould manufacturing
1) Most common cause: machining residues not properly cleaned (highest occurrence)
Phenomenon
After 3–6 months of using a new mould, water flow becomes noticeably smaller.
Root cause
After deep-hole drilling / gun drilling, metal chips, oil sludge, and burrs remain in blind areas of the channel. During operation, they are carried by water flow and get stuck at bends or water plugs.
Solution
- Remove water plugs
- High-pressure air + acid circulation cleaning
- In severe cases, re-drilling is required
Prevention during manufacturing
- Mandatory high-pressure oil flushing after gun drilling
- Followed by high-pressure air back-blowing
- Endoscope inspection (many mould factories do not do this)
- Acid washing + passivation after cooling channel machining
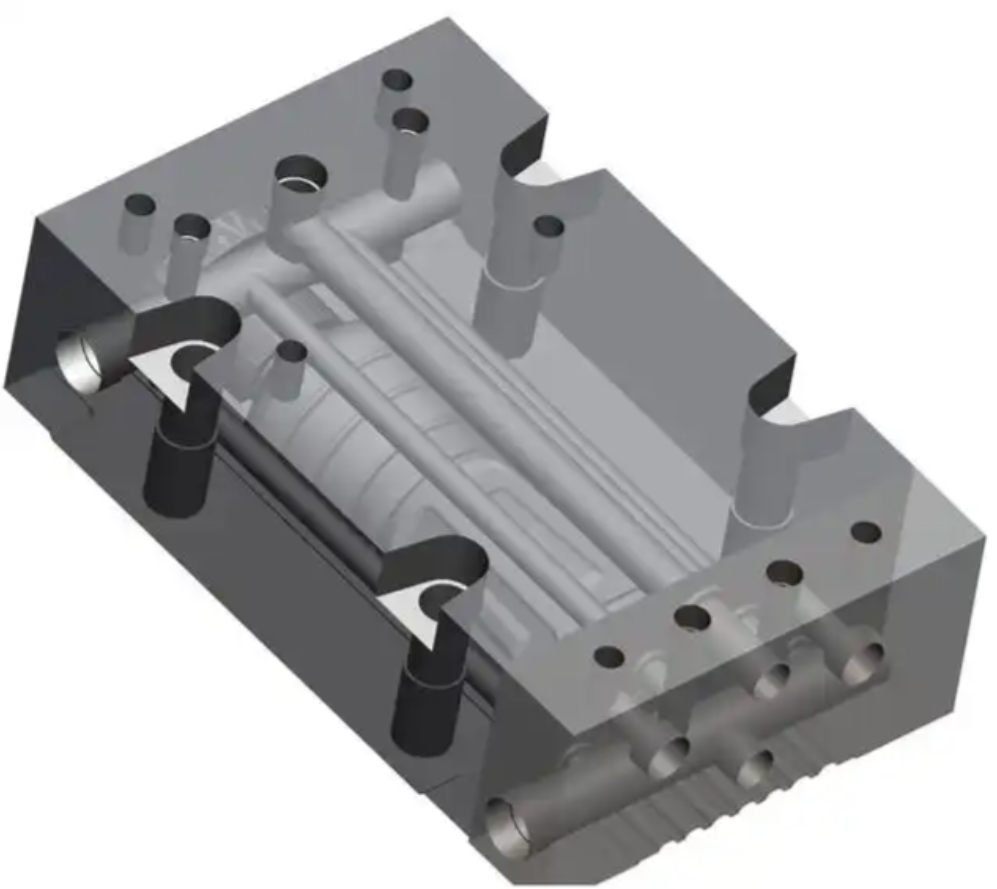
2) Design dead zones (incorrect cooling channel design)
Phenomenon
A certain area is always hot and cannot be improved by flushing.
Root cause
90° sharp turns, T-type junctions, and dead-end channels create stagnant water zones where debris accumulates.
Solution
No complete fix; only frequent cleaning helps.
Prevention during manufacturing (key design rules)
- Avoid 90° sharp turns → use arc transitions
- Avoid T-type junctions → use serial flow design
- Inlet and outlet should be arranged in an opposing layout
- Channel ends must have a return path, never sealed dead-ends
3) Material rust and corrosion (very hidden)
Phenomenon
After about 6 months, water turns yellow and flow keeps decreasing.
Root cause
Mould steels such as P20 and 718H are not stainless. Long-term water circulation generates iron oxide sludge.
Solution
Chemical rust-removal circulation cleaning.
Prevention during manufacturing (most effective)
After cooling channel machining:
- Acid washing
- Phosphating
- Anti-rust passivation treatment
High-end moulds even apply electroless nickel plating inside cooling channels to almost completely eliminate rust.
4) Water plug structure problem (very common)
Phenomenon
Sudden reduction of flow; blockage found at the plug location after disassembly.
Root cause
Standard straight-thread plugs create an internal step where debris accumulates.
Solution
- Replace plugs
- Re-tap threads if necessary
Prevention during manufacturing
- Use taper thread plugs (PT)
- Or use flush-end (countersunk) design
- Plug end must be perfectly flush with the channel
5) Water quality problem (scale is actually secondary)
Phenomenon
Serious scale buildup after one year.
Root cause
High-hardness water forms calcium carbonate deposits.
Solution
Acid circulation cleaning (citric acid / mild acid)
Prevention from mould side
(This is mainly a user-side issue, but mould design can help)
- Increase channel diameter ≥ 12 mm
- Avoid long, narrow channels
6) The most critical but least known issue: channels too small and too deep
A design like 8 mm diameter × 300 mm depth is very risky:
- Extremely hard to clean
- Very easy for deposits to accumulate
- Almost impossible to maintain
Golden rule during manufacturing
Cooling channels should be wider, not thinner
Shorter, not deeper
High-end moulds typically use 12–14 mm channel diameters.
Complete process to eliminate cooling blockage during manufacturing (professional mould standard)
- After gun drilling → high-pressure oil flushing for 30 minutes
- High-pressure air back-blowing
- Acid washing and degreasing
- Phosphating / passivation for rust prevention
- Endoscope inspection with photo records
- Flush-end water plug structure
- Arc-transition cooling channel design
- Cooling channel pressure test + flow rate test with records
Moulds made under this standard are very unlikely to suffer cooling blockage.
Why many mould factories do not do this
Because these steps:
- Are invisible to customers
- Are rarely requested
- Take time
- Do not directly generate profit
But when cooling channels get blocked later, customers will consider it a mould quality problem.
Conclusion (core point)
Cooling channel blockage ≠ scale problem
The real causes are:
Machining residues + poor design + rust + plug structure
And all of these can be 100% prevented during mould manufacturing.




